
Статья опубликована в рамках: II Международной научно-практической конференции «Наука вчера, сегодня, завтра» (Россия, г. Новосибирск, 24 июля 2013 г.)
Наука: Технические науки
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
дипломов

ИССЛЕДОВАНИЕ ДИНАМИКИ НАЛОЖЕНИЯ ОТТИСКОВ НА УПРУГУЮ ЛЕНТУ В РОТАТИВНЫХ ТЕХНОЛОГИЧЕСКИХ МАШИНАХ
Воронов Евгений Александрович
д-р техн. наук, профессор, ОмГТУ, г. Омск
Лебедев Игорь Сергеевич
канд. техн. наук, ОмГТУ, г. Омск
Жукова Елена Валерьевна
аспирант, ОмГТУ, г. Омск
Ротативные технологические машины, объектом технологии (рабочим объектом) в которых выступает упругая движущаяся лента, находят широкое применение в печати в полиграфической промышленности. Посредством силового контакта на рабочий объект наносятся текстовые и рисуночные изображения. Материалом для ленты служат бумага, пленка, фольга и пр. Особенность технологии нанесения оттисков заключается в том, что при его переносе на линии печати не происходит проскальзывания запечатываемого материала.
В этой связи при последовательном нанесении оттисков, например, в случае печатания разными красками и когда печатные устройства расположены последовательно по направлению движения ленты, наложение оттисков в числе прочих множества причин может иметь разброс вследствие рассогласований при вращении печатных устройств. Как правило, причиной этих рассогласований являются динамические явления в приводах печатных устройств.
Разброс оттисков приводит к ухудшению качества продукции и снижению ее конкурентоспособности на рынке. Поэтому установление аналитической взаимосвязи между динамическими свойствами машины и возникающими разбросами (неприводкой) оттисков является актуальным как при создании машины, так и при ее эксплуатации.
Решая эту задачу, рассмотрим расчетную схему машины, изображенной на рис. 1
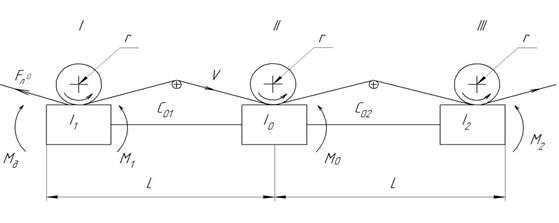 |
Рисунок 1 Расчетная схема системы привода трех печатных пар
Она содержит три ротативных печатных устройства с моментами инерции ![]() ,
, ![]() ,
, ![]() и упругие связи с жесткостями
и упругие связи с жесткостями ![]() и
и ![]() . Через печатные устройства со скоростью V между плотно прижатыми парами цилиндров радиусом r проводится лента. Вращение печатным парам сообщает электродвигатель, установленный на валу устройства I, его движущий момент равен
. Через печатные устройства со скоростью V между плотно прижатыми парами цилиндров радиусом r проводится лента. Вращение печатным парам сообщает электродвигатель, установленный на валу устройства I, его движущий момент равен ![]() , и он обладает идеальной характеристикой. Длина проводки ленты между участками равно L, моменты сопротивления вращению составляют
, и он обладает идеальной характеристикой. Длина проводки ленты между участками равно L, моменты сопротивления вращению составляют ![]() ,
,![]() и
и ![]() .
.
При такой постановке задачи составляется математическая модель движения системы, в составе которой наблюдаются равновесие движения под действием возникающих динамических моментов ![]() (
(![]() i–вторая производная от угла поворота цилиндров каждого из устройств); моментов от сил упругости связей, возникающих при рассогласовании вращения печатных устройств и равных произведению
i–вторая производная от угла поворота цилиндров каждого из устройств); моментов от сил упругости связей, возникающих при рассогласовании вращения печатных устройств и равных произведению ![]() (
(![]() – значение жесткости связей между соседними i и j – печатными устройствами) и внешних моментов: движущего
– значение жесткости связей между соседними i и j – печатными устройствами) и внешних моментов: движущего ![]() и технологических сопротивлений
и технологических сопротивлений ![]() ,
,![]() и
и ![]() .
.
В результате решения модели определяются модели зависимости между действующими усилиями и рассогласованиями ![]() и
и ![]() .
.
В свою очередь, связь между натяжением ленты ![]() и возникающим рассогласованием определяется согласно зависимости [1]:
и возникающим рассогласованием определяется согласно зависимости [1]:
![]() , (1),
, (1),
а связь между разбросом оттисков ![]() и натяжением ленты – по формуле [2]:
и натяжением ленты – по формуле [2]:
![]() , (2),
, (2),
где ![]() ,
, ![]() , где
, где ![]() соответственно модуль упругости, ширина и толщина материала ленты.
соответственно модуль упругости, ширина и толщина материала ленты.
После выполнения приводимых в [2] выкладок получим следующие формулы для установления закономерности разброса оттисков:
 (3),
(3),
 (4).
(4).
Формулы (3) и (4) получены в предположении, что разброс оттисков наступил только вследствие приложенного как наиболее неблагоприятного внезапно возмущения во втором печатном устройстве с амплитудой M00, что ![]() , b1 и b2 – собственные частоты крутильных колебаний в приводе машин, a=1.
, b1 и b2 – собственные частоты крутильных колебаний в приводе машин, a=1.
Примем исходные данные для объекта исследования с параметрами машины ПОГ-90, согласно которым получили в одном варианте b1=11,5 с-1; b2=19,9 с-1, t=0,42с, и для сравнения другой вариант b1=8 с-1; b2=13,84 с-1, t=0,25 с.
Закономерности изменения неприводки печати изображены на графиках рис. 2.
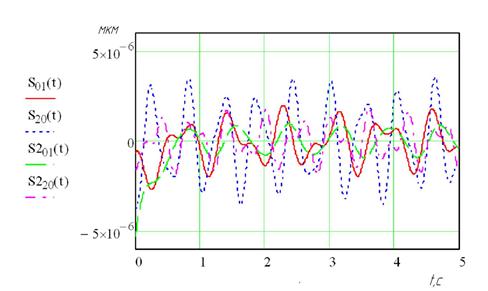
Рисунок 2 Сравнительные графики изменения переменных составляющих неприводки печати в объектах исследования с параметрами машины ПОГ-90
Отсчёт производится в каждом случае от периода времени t, когда на бумаге появится оттиск следующей краской по отношению к оттиску, сделанному в предыдущей печатной паре. Результаты показывают, что как при наложении первых двух красок, так и третьей краски появляются большие отклонения в случае, когда бумажное полотно создаёт меньшую жёсткость.
Полученные графики показывают, что если через промежуток времени t не будут приняты меры по корректировке натяжения ленты непосредственно или путём изменения рассогласования угловых частот ведущих пар, то ожидается скачок неприводки красок. Абсолютная величина этого скачка определяется с учётом постоянной составляющей неприводки печати и имеющей место амплитуды M00 внешнего воздействия. При принятых нами исходных данных значения амплитуд неприводки в каждом из рассчитанных случаев при M00=1 Н×м сведены в табл. 1.
Таким образом, на ленте с большим модулем упругости возникает меньшее значение неприводки печати (в 1,65÷7,3 раза). Особенно неблагоприятно реагирует более упругая лента при нанесении третьей краски и в режиме высокой скорости работы машины. Объясняется это возрастанием динамического рассогласования печатных пар, которое усиливается при повышении упругости ленты.
Таблица 1.
Абсолютные значения амплитуд неприводки печати при единичном значении амплитуды внешнего возмущения M00 согласно формулам (2) и (3)
|
Неприводка печати |
b1=8с-1; b2=13,84с-1 t=0,25с |
b1=11,5с-1; b2=19,9с-1 t=0,42с |
|
|
11,2 |
6,9 |
|
|
52,6 |
7,23 |
Анализируя в машинах возможные случаи внешних возмущений и их амплитудные значения и таким образом устанавливая наиболее неблагоприятные их сочетания, ограничивая неприводку допустимыми величинами, подбирают необходимые параметры приводов и формируют их обоснованные динамические свойства.
Список литературы:
1.Лебедев И.С. Совершенствование приводов многокрасочных рулонных машин по требованиям к неприводке печати. Дисс. канд. техн. наук. — М.: ОмГТУ, 2013. — 138 с.
2.Митрофанов В.П. Элементы теории и расчета рулонных печатных машин: Учебн. Пособие. — М.: МПИ, 1984. — 80 с.
дипломов