Статья опубликована в рамках: XLVIII Международной научно-практической конференции «Инновации в науке» (Россия, г. Новосибирск, 31 августа 2015 г.)
Наука: Технические науки
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
дипломов

Статья опубликована в рамках:
Выходные данные сборника:
ОЦЕНКА ДИНАМИЧЕСКОЙ УСТОЙЧИВОСТИ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ ПРИ РЕЗАНИИ ПУТЕМ МОДЕЛИРОВАНИЯ
Хусаинов Рустем Мухаметович
канд. техн. наук, доцент кафедры конструкторско-технологического обеспечения машиностроительных производств Набережночелнинского института (филиал) Казанского Федерального университета, РФ, г. Набережные Челны
E -mail: rmh@inbox.ru
Шарафутдинов Ильдар Фаритович
магистрант кафедры конструкторско-технологического обеспечения машиностроительных производств Набережночелнинского института (филиал) Казанского Федерального университета, РФ, г. Набережные Челны
DYNAMIC STEADINESS VALUATION OF MACHINE TOOLS DURING CUTTING BY MODELING METHOD
Rustem Khusainov
сandidate of Science, candidate of science, associate professor, Department of Design and Technology software engineering industries, the Naberezhnye Chelny institute (branch) of the Kazan federal university, Russia, Naberezhnye Chelny
Ildar Sharafutdinov
master of Department of Design and Technology software engineering industries, the Naberezhnye Chelny institute (branch) of the Kazan federal university, Russia, Naberezhnye Chelny
АННОТАЦИЯ
В статье рассматриваются вопросы определения устойчивости процесса резания по критерию Найквиста. Внимание уделяется применению САЕ-систем для решения данной задачи.
ABSTRACT
This work considers issues of determination cutting process steadiness by Nyquist method. For solving this task CAE-system is used.
Ключевые слова: процесс резания; динамическая устойчивость; металлорежущие станки; UNIGRAPHICS NX.
Keywords : cutting process; dynamic steadiness; machine tools; UNIGRAPHICS NX.
Одним из основных показателей качества металлорежущих станков является устойчивость. Под устойчивостью занимается способность динамической системы станка сопротивляться возникновению автоколебаний. Этот параметр играет важную роль в обеспечении качества обрабатываемой поверхности; обеспечении производительности обработки, так как именно потеря устойчивости препятствует применению высокопроизводительных режимов резания; обеспечении надежности, так как автоколебания является решающим фактором интенсификации износа и разрушения инструмента. Говоря об устойчивости понимают устойчивость всей технологической системы в целом, в которую входят станок, приспособление, инструмент и обрабатываемая заготовка. Соответственно устойчивость зависит от статических и динамических характеристик всех элементов, входящих в технологическую систему. Не менее важную роль играют также характеристики процесса резания, особенно глубина резания.
Наиболее часто применяемым критерием оценки устойчивости динамической системы является частотный критерий Найквиста, согласно которому динамическая система будет устойчивой, если график амплитудно-фазовой частотной характеристики (АФЧХ) не охватывает точку с координатами [-1, i0] (рис. 1).
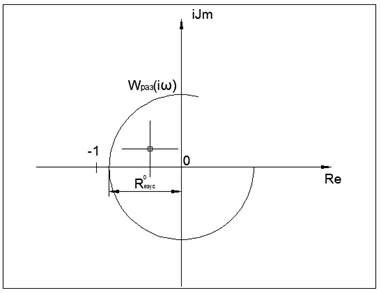
Рисунок 1. Условие устойчивости динамической системы
Ввиду сильного влияния глубины резания на устойчивость процесса резания, этот критерий также выражают в виде, более удобном для практического использования [1, с. 629]:
![]() (1),
(1),
где: К — коэффициент резания,
![]() — отрезок, отсекаемый графиком АФЧХ на отрицательной части вещественной оси,
— отрезок, отсекаемый графиком АФЧХ на отрицательной части вещественной оси,
b пр — предельная ширина срезаемого слоя.
В такой постановке вопроса определяется максимальная глубина резания, при которой сохраняется устойчивость системы. Этот параметр служит отправной точкой для определения остальных характеристик режима резания.
В обоих случаях рассматривается АФЧХ разомкнутой динамической системы, которая складывается из:
·эквивалентной упругой системы станка вместе с приспособлением, инструментом и заготовкой. Хочется обратить внимание, что необходимо учитывать все элементы технологической системы, поскольку характеристики жесткости инструмента и заготовки, как правило, оказываются существенно уступающими характеристикам станка; и именно они вносят наибольший вклад в потерю устойчивости;
·процесса резания [3, с. 105].
Передаточная функция динамической системы равна:
![]() (2),
(2),
где: ![]() — передаточная функция эквивалентной упругой системы станка вместе с приспособлением, инструментом и заготовкой,
— передаточная функция эквивалентной упругой системы станка вместе с приспособлением, инструментом и заготовкой,
![]() — передаточная функция процесса резания.
— передаточная функция процесса резания.
Таким образом, по критерию Найквиста довольно легко определить устойчивость динамической системы, и как следствие — возможность обеспечения заданной надежности, качества и производительности обработки. Однако применение этого критерия упирается в необходимость получения АФЧХ динамической системы. Наиболее достоверным и распространенным способом решения этой задачи является экспериментальный, однако он требует сложной и дорогостоящей экспериментальной оснастки, а также аппаратуры и программного обеспечения для обработки и интерпретации результатов эксперимента. К тому же проведение эксперимента требует затрат времени, что подразумевает простои производственного оборудования.
В настоящее время широко распространена концепция «цифрового производства», которая предполагает широкое применение вычислительной техники и моделирования в задачах подготовки и управление производством. В том числе эта концепция предполагает симуляцию различных физических процессов, происходящих в производственном процессе, с целью качественного производства конкретных деталей. Применение таких технологий существенно сокращает время подготовки производства, количество брака, простои оборудования. Во многих процессах и задачах «цифрового производства» применяются трехмерные модели оборудования, оснастки, деталей. Эти модели также можно использовать для оценки статических и динамических характеристик технологической системы, в том числе для оценки устойчивости динамической системы. Уступая экспериментальным методом в достоверности, расчетные методы имеют преимущество во времени, а также в том, что не занимают производственное оборудование. Достоверность расчетных методов может быть повышена своевременной корректировкой параметров модели, которые могут быть получены из результатов испытания станков. Последние же являются одним из непременных работ, входящих в регламент технического обслуживания и ремонта оборудования.
Одной из наиболее распространенных систем для решения задач «цифрового производства» является UNIGRAPHICS NX. Один из способов получения АФЧХ эквивалентной упругой системы в этом программном обеспечении заключается в следующем:
1. Производится подготовка сборной трехмерной модели станка с приспособлением, инструментом и деталью, причем элементы технологической системы должны быть именно те, которые участвуют в обработке данной детали.
2. Производится динамический расчет подготовленной модели в модуле NX Advanced Simulation. Настройкой решения является частотный анализ прямым методом (SOL 108 - Direct Frequency Response) (рис. 2).

Рисунок 2. Настройки решения
Для построения АФЧХ важно обратить внимание на следующее: в настройках шага решения (рис. 2), в параметре Запросы вывода, во вкладке Перемещение необходимо поставить параметр IMAG (рис. 3), что позволяет вывести действительную и мнимую части передаточной функции, либо параметр PHASE, что позволяет вынести модуль и фазу передаточной функции. В том и в другом случае рассчитанных данных будет достаточно для построения АФЧХ.

Рисунок 3. Настройка параметров вывода
3. По окончании расчета необходимо выбрать в Навигаторе функции XY узел Nastran OP2 Files — Sort2 Results, загрузить файл результатов, из списка Displacement выбрать компонент перемещения, который сильнее влияет на точность обработки и изменение параметров резания (в случае токарной обработки — вдоль радиуса заготовки). Контекстное меню NX позволяет проглядеть значения передаточной функции по частотам в виде списка или экспортировать их в файл [2, с. 343]. Таким образом получается передаточная функция эквивалентной упругой системы станка.
4. Передаточная функция процесса резания может быть получена по следующим соотношениям:
![]() (3),
(3),
где: Кр – жесткость резания;
ω – круговая частота;
i – мнимая единица;
Тр – постоянная времени стружкообразования. Эти параметры определяются по режимам резания согласно [3, с. 213].
Таким образом данные, необходимые для расчета передаточных функций, могут быть рассчитаны в Microsoft Excel или в одном из математических пакетов. Важно, чтобы эти данные были рассчитаны при тех же частотах, что и в п. 2
5. Результирующая передаточная функция динамической системы определяется с использованием соотношений:
Модуль передаточной функции:
![]() (4),
(4),
где: АЭУС — модуль передаточной функции эквивалентной упругой системы,
АПР – модуль передаточной функции процесса резания.
Фаза:
![]() (5),
(5),
где: ![]() — фаза передаточной функции эквивалентной упругой системы,
— фаза передаточной функции эквивалентной упругой системы,
![]() — фаза передаточной функции процесса резания.
— фаза передаточной функции процесса резания.
Таким образом можно построить АФЧХ динамической системы и оценить ее устойчивость по графику рис. 1 или соотношению (1).
Применение данной методики позволяет оценить возможности технологической системы по обеспечению заданного качества и производительности при выпуске заданной продукции. Применение трехмерной модели и расчетного приложения позволяет найти слабое звено технологической системы и выполнить целенаправленные эксплуатационные мероприятия с тем, чтобы обеспечить заданные параметры производства.
Список литературы:
- Авраамов А.А., Бушуев В.В., Варламов А.М. и др. Станочное оборудование автоматизированного производства. Т. 2. // Под ред. В.В. Бушуева. — М.: Изд-во «СТАНКИН», 1994. — 656 с.
- Гончаров П.С. NX Advanced Simulation. Инженерный анализ / Гончаров П.С., Артамонов И.А., Халитов Т.Ф., Денисихин С.В., Сотник Д.Е. — М.: ДМК Пресс, 2012. — 504 с.
- Кудинов В.А. Динамика станков. М.: Машиностроение, 1967 — 359 с.
дипломов