
Статья опубликована в рамках: XXX Международной научно-практической конференции «Научное сообщество студентов XXI столетия. ТЕХНИЧЕСКИЕ НАУКИ» (Россия, г. Новосибирск, 31 марта 2015 г.)
Наука: Технические науки
Секция: Металлургия
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
дипломов

МОНИТОРИНГ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПРОИЗВОДСТВА ПРОКАТА С ПРИМЕНЕНИЕМ КАРТЫ КОМПЛЕКСНОЙ ОЦЕНКИ СООТВЕТСТВИЯ
Евдокимова Татьяна Дмитриевна
студент кафедры обработки металла давлением Магнитогорского государственного технического университета им. Носова, РФ, г. Магнитогорск
Е-mail : tanushakokos@gmail.com
Румянцев Михаил Игоревич
научный руководитель, канд. техн. наук, профессор кафедры обработки Металла давлением Магнитогорского государственного технического Университета им. Носова, РФ, г. Магнитогорск
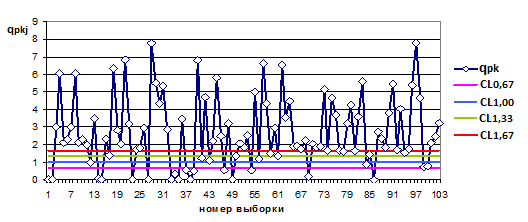
В работах [2; 6; 7] рассмотрены вопросы построения и применения контрольных карт соответствия (![]() -карт). Как и традиционные карты X-R и X-S они достаточно точно отображают изменчивость контролируемой характеристики. Однако по картам X-R и X-S, чтобы видеть как меняется значение показателя относительно заданного и каков разброс показателя приходится строить 2 графика (карта Х характеризует смещение показателя относительно заданного значения, карты R или S характеризуют фактическую вариацию того же показателя). Карты соответствия отображают и смещение контролируемого показателя относительно заданного значения, и его фактическую вариацию. Кроме того на них могут наноситься точки, соответствующие одному и тому же показателю разнородных групп продукции, в то время как карты традиционного типа строятся только для групп однородной продукции.
-карт). Как и традиционные карты X-R и X-S они достаточно точно отображают изменчивость контролируемой характеристики. Однако по картам X-R и X-S, чтобы видеть как меняется значение показателя относительно заданного и каков разброс показателя приходится строить 2 графика (карта Х характеризует смещение показателя относительно заданного значения, карты R или S характеризуют фактическую вариацию того же показателя). Карты соответствия отображают и смещение контролируемого показателя относительно заданного значения, и его фактическую вариацию. Кроме того на них могут наноситься точки, соответствующие одному и тому же показателю разнородных групп продукции, в то время как карты традиционного типа строятся только для групп однородной продукции.
Таким образом, применение карт соответствия позволяет сократить множество контрольных карт по одним и тем же контрольным показателям для различных видов продукции до количества, равного количеству контролируемых параметров процесса. Однако остается, хотя и выражена в меньшей степени, проблема параллельного анализа нескольких контрольных карт. Поэтому представляется целесообразным применить комплексную оценку соответствия, составленную из единичных показателей соответствия отдельных контрольных параметров процесса. Рассмотрим построение карты комплексной оценки соответствия для процесса горячей прокатки на широкополосном стане.
Ключевыми контрольными характеристиками процесса горячей прокатки на широкополосном стане являются толщина ![]() и ширина
и ширина ![]() полосы, а также температуры металла за черновой группой (
полосы, а также температуры металла за черновой группой (![]() ), конца прокатки (
), конца прокатки (![]() ) и смотки (
) и смотки (![]() см). На рисунках 1—5 приведены карты соответствия для этих показателей.
см). На рисунках 1—5 приведены карты соответствия для этих показателей.
![]()
Рисунок 1. Контрольная карта соответствия толщины
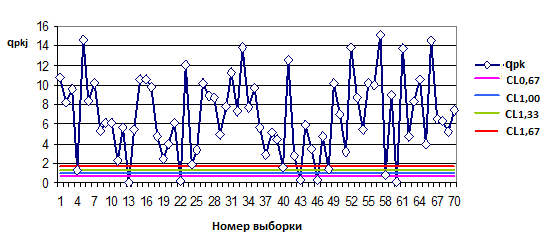
Рисунок 2. Контрольная карта соответствия ширины
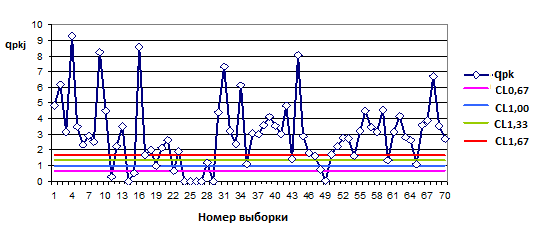
Рисунок 3. Контрольная карта соответствия температуры Т6
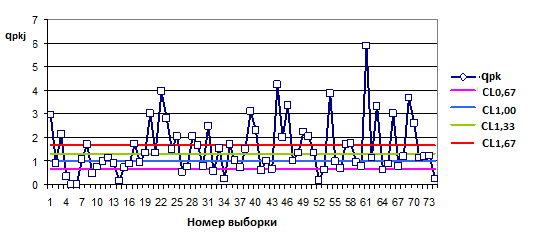
Рисунок 4. Контрольная карта соответствия температуры Ткп
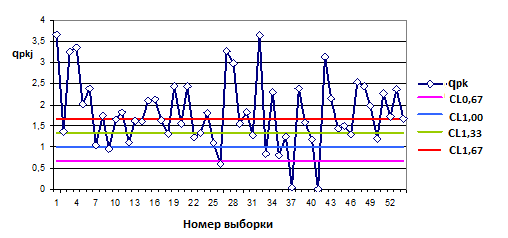
Рисунок 5. Контрольная карта соответствия температуры T см
По картам можно сделать вывод, что процесс находится, в основном, в хорошем состоянии. Об этом свидетельствует тот факт, что большинство значений оценок соответствия превышают значение 1,33. Но течение процесса не стабильно, т. к. есть точки ниже границы 0,67. Это говорит о том, что в эти моменты времени под воздействием особых причин происходило существенное ухудшение результативности процесса.
В соответствии с принципами квалиметрии комплексный показатель  , отображает одним числом все множество свойств, составляющих качество изучаемого объекта. Для его построения необходимо определить весомости единичных показателей [4]. В нашей работе весомости единичных показателей соответствия определяли экспертным методом по 5-ти бальной шкале. Были опрошены пять экспертов, выставленные ими баллы приведены в таблице 1.
, отображает одним числом все множество свойств, составляющих качество изучаемого объекта. Для его построения необходимо определить весомости единичных показателей [4]. В нашей работе весомости единичных показателей соответствия определяли экспертным методом по 5-ти бальной шкале. Были опрошены пять экспертов, выставленные ими баллы приведены в таблице 1.
Таблица 1.
Оценки экспертов
|
Параметры процесса |
Баллы |
|
||||||
|
Номер эксперта (е =1,2,…,m) |
||||||||
|
1 |
2 |
3 |
4 |
5 |
||||
|
|
5 |
4 |
4 |
4 |
4 |
21 |
|
|
|
|
5 |
5 |
5 |
5 |
5 |
25 |
|
|
|
|
4 |
5 |
5 |
4 |
4 |
22 |
|
|
|
|
4 |
3 |
3 |
3 |
4 |
17 |
|
|
|
|
3 |
3 |
4 |
4 |
4 |
18 |
|
|
|
|
21 |
20 |
21 |
20 |
21 |
|
103 |
|
|
|
||||||||
На основании результатов опроса коэффициенты весомости вычисляют следующим образом. Сначала определяем весомости каждого параметра по мнению каждого из экспертов ![]()
|
|
(1) |
|
|
(2) |
|
|
(3) |
 ;
; ;
; ,
,
Затем вычисляется оценки весомости каждого параметра
|
|
(4) |
 ;
;
Если расчеты коэффициентов весомости выполнены правильно, то выполняются условия:
Также необходимо определить степень согласованности назначенных экспертами индивидуальных коэффициентов весомости. С этой целью определяют коэффициент вариации
|
|
(5) |
где ![]() и
и ![]() — выборочное стандартное отклонение и среднее выборочное значение индивидуальных показателей весомости
— выборочное стандартное отклонение и среднее выборочное значение индивидуальных показателей весомости ![]() -го свойства:
-го свойства:
|
|
(6) |
|
|
(7) |
 ;
; .
.
Согласованность индивидуальных коэффициентов весомости считают достаточной, если ![]() < 0,25. Результаты расчетов коэффициентов весомости приведены в таблице 2. Так как коэффициенты вариации
< 0,25. Результаты расчетов коэффициентов весомости приведены в таблице 2. Так как коэффициенты вариации ![]() не превышают 0,25, согласованность индивидуальных коэффициентов весомости можно считать достаточной.
не превышают 0,25, согласованность индивидуальных коэффициентов весомости можно считать достаточной.
Таблица 2.
Показатели весомости и оценка степени согласованности мнений экспертов
|
Параметр |
|
|
|
|
|
||||
|
е =1,2,…,m |
|||||||||
|
1 |
2 |
3 |
4 |
5 |
|||||
|
|
0,2381 |
0,2000 |
0,1905 |
0,2000 |
0,1905 |
1,0190 |
0,2038 |
0,0197 |
0,097 |
|
|
0,2381 |
0,2500 |
0,2381 |
0,2500 |
0,2381 |
1,2143 |
0,2429 |
0,0065 |
0,027 |
|
|
0,1905 |
0,2500 |
0,2381 |
0,2000 |
0,1905 |
1,0690 |
0,2138 |
0,0282 |
0,132 |
|
|
0,1905 |
0,1500 |
0,1429 |
0,1500 |
0,1905 |
0,8238 |
0,1648 |
0,0237 |
0,144 |
|
|
0,1429 |
0,1500 |
0,1905 |
0,2000 |
0,1905 |
0,8738 |
0,1748 |
0,0263 |
0,150 |
|
|
1 |
1 |
1 |
1 |
1 |
5 |
1 |
- |
- |
Комплексная оценка процесса в каждый момент наблюдения рассчитывается следующим образом:
|
|
(8) |
 ,
,
где: ![]() — комплексная оценка соответствия процесса для i-й выборки;
— комплексная оценка соответствия процесса для i-й выборки;
![]() — параметр весомости j-го единичного показателя;
— параметр весомости j-го единичного показателя;
![]() — оценка соответствия по j-му единичному показателю для i-й выборки;
— оценка соответствия по j-му единичному показателю для i-й выборки;
![]() — заданное минимальное значение оценки соответствия.
— заданное минимальное значение оценки соответствия.
Формула (8) учитывает, что даже если частный показатель соответствия ![]() будет меньше некоторого минимального значения
будет меньше некоторого минимального значения ![]() , т. е. возможности процесса проявляются как неприемлемые, суммируясь со значениями единичных показателей других свойств, он все равно будет увеличивать, т. е. улучшать, комплексную оценку
, т. е. возможности процесса проявляются как неприемлемые, суммируясь со значениями единичных показателей других свойств, он все равно будет увеличивать, т. е. улучшать, комплексную оценку ![]() . Именно для предотвращения подобной ситуации необходимо принимать
. Именно для предотвращения подобной ситуации необходимо принимать ![]() если
если ![]() .
.
Так как комплексная оценка соответствия (8) есть сумма случайных величин, ее распределение является нормальным [1; 3]. Поэтому контрольные границы на карте комплексной оценки соответствия наносятся из тех же принципов, что и на картах Шухарта. Верхняя ![]() и нижняя
и нижняя ![]() контрольные границы располагаются на расстоянии
контрольные границы располагаются на расстоянии ![]() относительно центральной линии
относительно центральной линии ![]() (здесь
(здесь ![]() — среднее выборочное значений
— среднее выборочное значений ![]() , а
, а ![]() — их выборочное стандартное отклонение). Предупредительные границы
— их выборочное стандартное отклонение). Предупредительные границы ![]() и
и ![]() на расстоянии
на расстоянии ![]() от
от ![]() . Если окажется, что
. Если окажется, что ![]() и
и ![]() отрицательные, их значения принимаются равными нулю.
отрицательные, их значения принимаются равными нулю.
Карта комплексной оценки соответствия рассматриваемого процесса широкополосной горячей прокатки приведена на рисунке 6. При этом минимальное допустимое значение частной оценки соответствия принято ![]() =1. На рисунке 7 для сравнения приведена карта, при построении которой ограничение
=1. На рисунке 7 для сравнения приведена карта, при построении которой ограничение ![]() если
если ![]() не учитывалось
не учитывалось
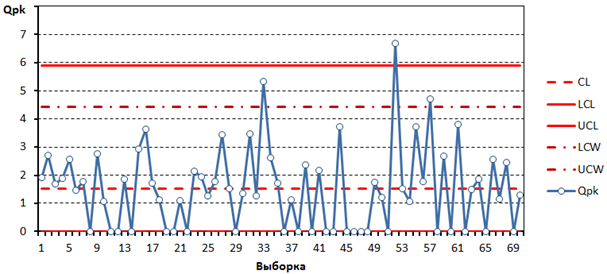
Рисунок 6. Контрольная карта комплексной оценки соответствия при отсечке значений ![]()
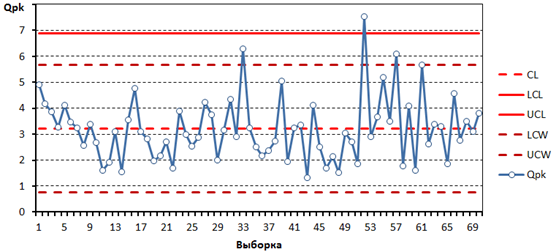
Рисунок 7. Контрольная карта комплексной оценки соответствия без отсечки значений ![]()
На карте, построенной с отсечкой малых значений дифференциальных оценок (рисунок 6) для 55 выборок из 70 (т. е. в 67 % случаев) значения ![]() больше нуля а положение средней линии процесса
больше нуля а положение средней линии процесса ![]() =1,53 > 1,33. Это свидетельствует, что в среднем состояние процесса можно было бы оценить как хорошее. Однако в 23 выборках комплексная оценка равна нулю. Это означает, что в 33 % случаев состояние процесса является неприемлемым. В то же время на карте, построенной без отсечки малых значений (рисунок 7), во всех случаях
=1,53 > 1,33. Это свидетельствует, что в среднем состояние процесса можно было бы оценить как хорошее. Однако в 23 выборках комплексная оценка равна нулю. Это означает, что в 33 % случаев состояние процесса является неприемлемым. В то же время на карте, построенной без отсечки малых значений (рисунок 7), во всех случаях ![]() >1 и при том практически все точки расположены между предупредительными границами
>1 и при том практически все точки расположены между предупредительными границами ![]() и
и ![]() . В соответствии с правилами анализа традиционных контрольных карт [5] такое состояние процесса можно рассматривать как приемлемое и стабильное.
. В соответствии с правилами анализа традиционных контрольных карт [5] такое состояние процесса можно рассматривать как приемлемое и стабильное.
Таким образом, применение карты комплексной оценки соответствия повышает оперативность мониторинга технологического процесса прокатки в режиме реального времени при минимизации объема анализируемой информации. Для повышения достоверности результатов мониторинга карту комплексной оценки необходимо строить с отсечкой малых значений единичных оценок соответствия по условию:
![]() если
если ![]() ,
,
а минимальное приемлемое значение единичной оценки ![]() должно быть не менее единицы.
должно быть не менее единицы.
Список литературы:
1.Гузей К.Е. К выбору комплексной оценки соответствия для мониторинга технологического процесса. // Моделирование и развитие процессов обработки металлов давлением: междунар. сб. научн. тр. Магнитогорск: Изд-во Магнитогорск. гос. техн. ун-та им. Г.И. Носова. 2013. — С. 217—223.
2.Евдокимова Т.Д. Развитие методики построения и применение карт соответствия контрольных характеристик технического процесса с помощью SPS.
3.Опыт мониторинга технологического процесса с применением комплексной оценки соответствия / М.И. Румянцев, И.Г. Шубин, Ю.А. Чевардин и др. // Моделирование и развитие процессов обработки металлов давлением: междунар. сб. научн. тр. Магнитогорск: Изд-во Магнитогорск. гос. техн. ун-та им. Г.И. Носова. 2012. — С. 257—263.
4.Рашников В.Ф., Салганик В.М., Шемшурова Н.Г. Основы квалиметрии. Инструменты и системы управления качеством: учеб. пособие. Магнитогорск: Изд-во Магнитогорск. гос. техн. ун-та, 2012. — 344 с.
5.Румянцев М.И., Ручинская Н.А. Статистические методы для обработки и анализа числовой информации, контроля и управления качеством продукции: Учебное пособие. Магнитогорск: МГТУ им. Г.И. Носова, 2008. — 207 с.
6.Румянцев М.И., Чевардин Ю.А., Зарецкий М.В., Олейник Н.А., Данилова Д.С., Бирюкова Я.В. Повышение результативности процессов производства проката за счет развития возможностей статистического управления качеством на основе контрольных карт соответствия. — Четвертый промышленный форум «Реконструкция промышленных предприятий — прорывные технологии в металлургии и машиностроении: Сб.докл. Магнитогорск: МГТУ, 2011. — с. 83—85.
7.Румянцев М.И., Чевардин Ю.А., Шубин И.Г., Пичугин Н.А., Филиппова Е.А. Анализ качества производства холоднокатаной ленты из электротехнической стали с применением SPS в условиях ЛПЦ-3 ОАО «Ашинский металлургический завод». Производство проката — 2010, — № 10. — с. 24—30.
дипломов
Оставить комментарий