Статья опубликована в рамках: XVIII Международной научно-практической конференции «Технические науки - от теории к практике» (Россия, г. Новосибирск, 20 февраля 2013 г.)
Наука: Технические науки
Секция: Машиностроение и машиноведение
Скачать книгу(-и): Сборник статей конференции
- Условия публикаций
- Все статьи конференции
дипломов

ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ ПРОЦЕССА ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Сазанов Максим Николаевич
магистрант АПИ НГТУ, г. Арзамас
Прис Наталья Михайловна
канд. техн. наук, доцент АПИ НГТУ, г. Арзамас
THE INCREASE OF EFFECTIVNESS OF JIGGING DESIGNING PROCESS
Maksim Sazanov
Bachelor of API (branch of) NSTU, Arzamas
Natalie Preece
Candidate of Technical Sciences, Associate Professor of API (branch of) NSTU, Arzamas
АННОТАЦИЯ
Статья посвящена вопросам повышения эффективности процесса проектирования универсально-сборных приспособлений. Автором рассматривается создание библиотеки объемных моделей деталей и узлов УСП. Предложена методика проектирования станочных приспособлений с её использованием. Тема, рассмотренная в данной статье, будет интересна специалистам в области конструирования технологической оснастки.
ABSTRACT
The article is dedicated to enhancing the effectiveness of modular devices design process. The author considers the creation of a library of three-dimensional components and assemblies of modular devices. The methodology of designing machine devices is suggested. The subject discussed in this article will be interested to specialists in the jigging designing field.
Ключевые слова: библиотека объемных моделей; универсально-сборные приспособления.
Keywords: library of three-dimensional components; modular devices.
Проектирование и изготовление приспособлений становится все более трудоемким, как следствие, дорогим. Оно увеличивает сроки подготовки производства. Сокращение сроков освоения выпуска новых машин при максимальном оснащении технологических процессов их производства остается важнейшей задачей машиностроения.
Имеется ряд систем ускоренной технологической подготовки производства, одна из которых основана на использовании системы универсально-сборных приспособлений (УСП).
С целью повышения эффективности проектирования приспособлений системы УСП, снижения временных и материальных затрат в АПИ НГТУ на кафедре Технология машиностроения разработана библиотека объемных моделей деталей и узлов универсально-сборных приспособлений в приложении «Менеджер шаблонов» системы трехмерного моделирования КОМПАС-3D.
Библиотека содержит объемные параметрические 3D-модели деталей и узлов универсально-сборных приспособлений, распределенных по группам в зависимости от геометрических размеров и назначения. Для каждой группы создан документ КОМПАС-3D (объемная модель), электронная таблица Microsoft Excel с переменными, соответствующими стандартным размерам элементов УСП, и схема шаблона — файл с рисунком, содержащий имена переменных (параметров). Эти три составляющие подключаются к «Менеджеру шаблонов» [1, с. 7—207].
Структура библиотеки представляет собой 8 разделов (рис. 1), сформированных в зависимости от служебного назначения элемента УСП:
1. базовые детали;
2. корпусные детали;
3. направляющие детали;
4. установочные детали;
5. прижимные детали;
6. крепежные детали;
7. разные детали;
8. сборочные единицы.
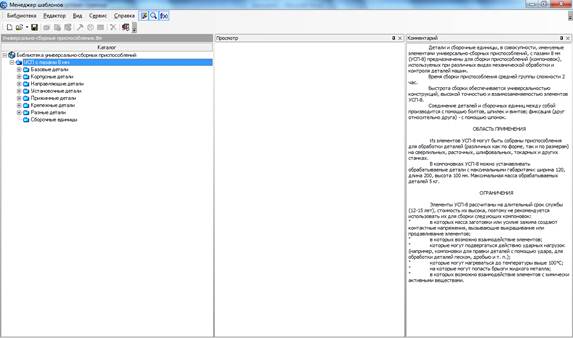
Рисунок 1. Структура библиотеки объемных моделей
С помощью разработанной библиотеки было спроектировано универсально-сборное приспособление для детали «Ось» (рис. 2) на фрезерно-сверлильную операцию.
Исходными данными для проектирования служат:
· вид обработки;
· чертеж детали;
· схема обработки;
· тип станка;
· количество одновременно обрабатываемых заготовок деталей.
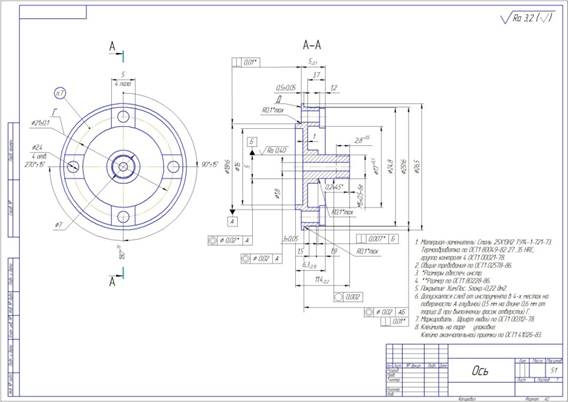
Рисунок 2. Чертеж детали
При разработке станочного приспособления (СП) использовался системный подход проектирования технологической оснастки [1, с. 7—207]. При этом методе целью проектирования является получение проекта конструкции приспособления в виде разработанной компоновочной схемы приспособления.
Станочное приспособление рассматривается как сложная многоструктурная система. Конечная цель проектирования достигается путем выполнения шести этапов (рис. 3).
Представленная библиотека объемных моделей элементов УСП используется на II этапе проектирования. Разработка принципиальной схемы станочного приспособления включает шесть стадий проектирования:
1. разработка схемы установки;
2. разработка схемы закрепления;
3. разработка схемы дополнительных устройств;
4. разработка схемы корпуса;
5. компоновка принципиальной схемы станочного приспособления;
6. анализ принципиальной схемы станочного приспособления.
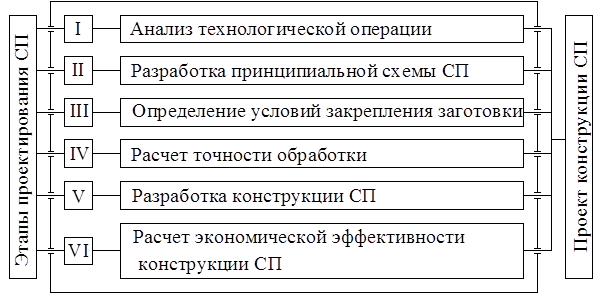
Рисунок 3. Схема поэтапного проектирования СП
Результатом каждой стадии проектирования является соответствующие элементы универсально-сборной переналаживаемой оснастки (установочные, зажимные, базовые, крепежные и другие элементы) в совокупности, формирующие станочное приспособление.
На первой стадии проектирования приспособления по результатам анализа чертежа детали и плана обработки выбирается схема базирования заготовки и установочные базы. В рассматриваемом случае используется схема базирования диска, состоящая из:
· установочной базы (плоскость Ø16), лишающей заготовку трех степеней свободы;
· двойной опорной базы (ось заготовки), лишающей двух степеней свободы;
· опорной, лишающей одной степени свободы (вращения вокруг оси), которая реализуется в результате действия зажимных сил.
Исходя из схемы базирования, производится выбор установочных элементов для детали «Ось», в частности, им будет палец установочный грибковый Ø16 (ГОСТ 14509-69), реализующий установочную и двойную опорную базы.
На второй стадии производится предварительный выбор зажимных элементов (рис. 4) и вспомогательных деталей, формирующих зажимное устройство. Анализ размеров и формы поверхностей, позволяющих произвести зажим, определяют оптимальную конструкцию зажимного механизма (размеры b и l, см. рис. 4). Он состоит из прихвата передвижного удлиненного, шпильки, гайки М6 и винта с внутренним шестигранником.
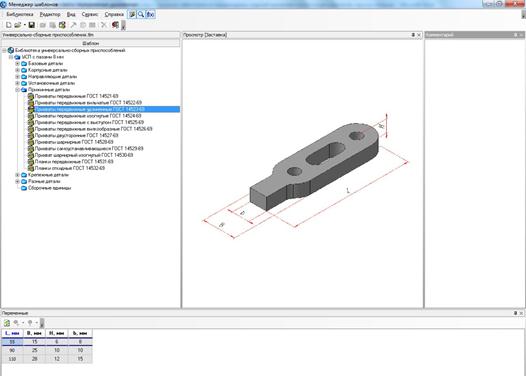
Рисунок 4. Выбор зажимных элементов
Третья стадия проектирования не рассматривается в данном примере ввиду того, что базирование заготовки детали «Ось» не требует дополнительных устройств.
На четвертой стадии формируется окончательный внешний вид приспособления на фрезерно-сверлильную операцию. Для выявленных установочных и зажимных элементов производится выбор деталей универсально-сборной оснастки, образующих несущую конструкцию станочного приспособления.
Установочный палец располагается на планке с базовым отверстием диаметром 8 мм, зажимное устройство — на планке двусторонней передвижной. Установочные и зажимные элементы совместно с опорными элементами устанавливаются на базовой детали — квадратной плите 180×180 мм (рис. 5).
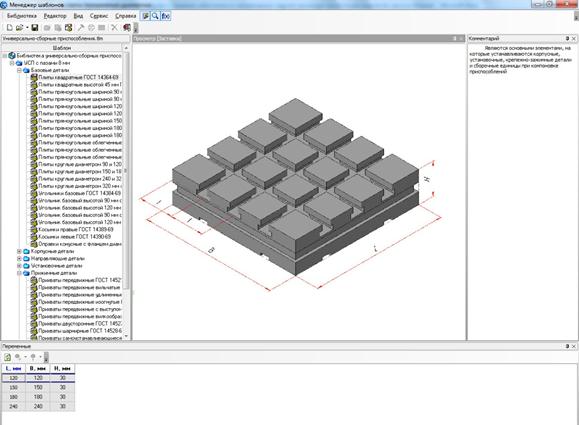
Рисунок 5.Выбор базовой детали
Фиксация элементов универсально-сборного приспособления производится шпонками, закрепление — болтами, шпильками, винтами, гайками.
На выходе второго этапа проектирования возможна материализация принципиальной схемы универсально-сборного приспособления для детали «Ось» на фрезерно-сверлильную операцию в виде объемной 3D-модели (рис. 6).
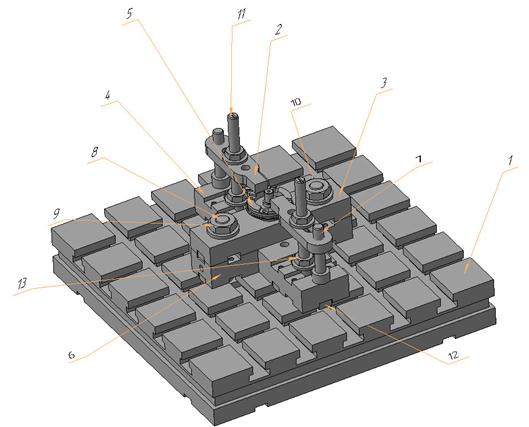
Рисунок 6. Универсально-сборное приспособление
1 — плита квадратная 7081-0303; 2 — прихват передвижной удлиненный 7011-0801; 3 — планка двусторонняя 7050-0041; 4 — планка двусторонняя передвижная 7050-0061; 5 — обрабатываемая деталь; 6 — опора установочная 7033-0431; 7 — винт 7002-0984; 8 — болт пазовый 7002-0880; 9 — гайка М8 7003-0372; 10 — шайба чистая 7019-0723; 11 — шпилька 7009-0756; 12 — шпонка привертная 7031-0786; 13 — гайка М6 7003-0371.
После окончательной компоновки приспособления требуется рассчитать усилие зажима, произвести точностной расчет и в случае необходимости внести изменения в конструкцию приспособления, а также произвести расчет экономической эффективности и оформить сопутствующую документацию (сборочный чертеж, схему сборки).
Представленная библиотека содержит детали и сборочные единицы УСП с пазами 8 мм и включает 244 наименования, которые охватывают 1204 типоразмера элементов. На создание объемных параметрических 3D-моделей и формирование библиотеки потребовалось 240 часов. Она может быть использована конструкторами технологической оснастки и при необходимости дополнена другими элементами УСП [2, с. 52].
Библиотека объемных моделей универсально-сборных приспособлений позволяет визуально представить процесс проектирования и сборки приспособления, сократить временные затраты на проектирование и технологическую подготовку производства нового изделия.
Список литературы:
1.Мясников Ю.И. Технологическая оснастка металлорежущих станков. Часть 2. Системное проектирование станочных приспособлений: учебно-методический комплекс / Ю.И. Мясников. — 3-е изд., перераб. и доп. — Челябинск: Изд-во ЮУрГУ, 2007. — 378 с.
2.Прис Н.М., Сазанов М.Н. Проектирование технологической оснастки с использованием библиотеки объемных моделей. — Наука молодых. Сборник научных работ студентов, аспирантов, соискателей и молодых ученых г. Арзамаса. — Арзамас, издательство АГПИ, 2012.
дипломов
Оставить комментарий