Статья опубликована в рамках: X Международной научно-практической конференции «Инновации в науке» (Россия, г. Новосибирск, 16 июля 2012 г.)
Наука: Технические науки
Скачать книгу(-и): Сборник статей конференции, Сборник статей конференции часть II
- Условия публикаций
- Все статьи конференции
дипломов

БЕСКОНТАКТНЫЙ МЕТОД КОНТРОЛЯ ДЕТАЛЕЙ МАЛЫХ РАЗМЕРОВ И ЕГО РЕАЛИЗАЦИЯ НА ПРИМЕРЕ СТОМАТОЛОГИЧЕСКОГО БОРА
Табекина Наталья Александровна
студент, БГТУ им. В.Г. Шухова, г. Белгород
Четвериков Борис Сергеевич
студент, БГТУ им. В.Г. Шухова, г. Белгород
Тетерина Ирина Александровна
ведущий инженер кафедры Технология машиностроения, г. Белгород
E-mail: irinochka1611@rambler.ru
CONTACTLESS METHOD OF CONTROL OF DETAILS OF THE SMALL SIZES AND ITS REALIZATION ON THE EXAMPLE OF STOMATOLOGIC PINE FOREST
Natalia Tabekina
student of Belgorod Shukhov State Technological University, Belgorod
Boris Chetverikov
student of Belgorod Shukhov State Technological University, Belgorod
Irina Teterina
leading engineer of chair Technology of mechanical engineering, Belgorod
АННОТАЦИЯ
Цель работы: повышение эффективности производства стоматологического инструмента путем автоматизированного бесконтактного контроля размеров и сортировки изделий.
Метод: прибор для размеров стоматологических боров, созданный на основе полученного метода контроля размеров с использованием ПЗС матрицы.
Результат: получен метод бесконтактного измерения размеров, в основу которого положено использование ПЗС-матрицы.
Выводы: разрешение выпускаемых в настоящее время ПЗС матриц позволяет построить эффективный и точный прибор автоматического измерения небольших размеров с точностью до 0,001 мм.
ABSTRACT
Background: the increase of production efficiency of the stomatologic tool by the automated contactless control of the sizes and sorting of products.
Method: the device for the sizes of the stomatologic pine forests, created on the basis of the received control method of the sizes with the use of a CCD matrix.
Result: the method of contactless measurement of the sizes in which basis CCD matrix use is necessary is received.
Conclusion: the permission of CCDs of matrixes which are produced nowadays allows to construct the effective and exact device of automatic measurement of the small sizes to within 0,001 mm.
Ключевые слова: лазерный микрометр ПЗС матрица микросхема.
Keywords: laser micrometer CCD matrix chip.
1.Разработка схемы контроля
Необходимо контролировать диаметр хвостовой части стоматологического бора Ç1,58-0,01 (h7) мм [1]. Учитывая характер конструкции изделия, и тип производства, требуется бесконтактный контрольно-измерительный комплекс с высокой пропускной способностью, таким требованиям полностью соответствуют, поставляемые в комплектах лазерные микрометры фирмы «KEYENCE»серии «LS-7000». Данная система способна контролировать диаметр сразу нескольких готовых изделий.
В основу работы прибора положен теневой метод. Микрометр состоит из двух модулей: излучателя 1 и приемника 2. Излучение полупроводникового лазера 3 коллимируется объективом 4. При размещении объекта 5 в области коллимированного пучка формируемое теневое изображение сканируется линейкой ПЗС-фотоприемников 6. По положению теневой границы (границ) процессор 7 рассчитывает положение (размер) объекта (рис. 1).
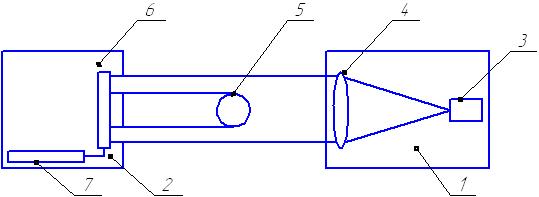
Рис. 1. Принцип действия оптического контрольно-измерительного устройства оптического
При контроле поток деталей распределяется на следующие группы (рис. 2):
· Размеры 1.57…1,58 мм – годно.
· Размеры 1,56… 1,57 мм – брак исправимый гальваникой.
· Размеры 1.58 … 1,60 мм – брак исправимый галтовкой.
· Менее 1,56 мм, или более 1,6 мм – брак неисправимый.
Схема, иллюстрирующая сортировку, представлена на рис. 2
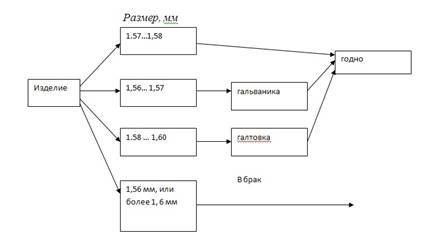
Рис. 2. Схема сортировки
2.Прибор для точного бесконтактного контроля диаметров хвостовиков стоматологических боров
Прибор представляет собой устройство для измерения диаметра относительно малых заготовок либо деталей (до 2,5 мм). Подключается к персональному компьютеру и позволяет наблюдать увеличенное изображение измеряемого объекта. Так же возможно отслеживание качества поверхности объекта. Схема прибора изображена на рис. 3.

Рис. 3. Конструкция прибора для измерения диаметров боров
1-корпус; 2-затененная шахта; 3-источник излучения (лазер); 4-микросхема с ПЗС матрицей; 5-порт питания микросхемы; 6-порт питания лазера.
В корпусе 1 установлена затененная шахта 2, в которой закреплен лазер 3. В корпусе и в шахте выполнены 2 соосных отверстия для помещения измеряемого объекта. На микросхеме 4 располагается ПЗС матрица, находящаяся строго под источником излучения [2, с. 15—17]. Так же на плате находятся порт питания самой микросхемы 5 и лазера 6. В нижней и верхней части корпуса имеются отверстия для вывода проводов питания платы и лазера
Функциональная схема прибора изображена на рис. 4.
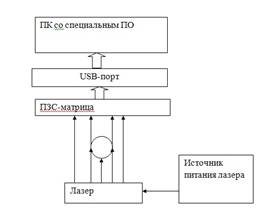
Рис. 4. Функциональная схема прибора
3.Описание принципа работы прибора
Принцип действия прибора основан на засвечивании ПЗС матрицы 1 (прибора с зарядовой связью) с помощью коллинеарного источника излучения 3, в данном случае при помощи лазерного излучения. Заготовка или деталь 2 помещается в отверстия в корпусе и шахте так чтобы она попадала под излучение. В результате на ПЗС матрице создается тень от измеряемого объекта, которая обрабатывается матрицей и передается в качестве увеличенного изображения на монитор ПК.
Первоначальные опыты с прибором подтвердили высказанное предположение, о возможности получения точного изображения хвостовика стоматологического бора без оптики, т.е. без его оптического увеличения. Как видно из схемы измерений (рис. 5), на ней отсутствует оптическая система, позволяет избежать дополнительных искажений картинки

Рис. 5. Схема засвечивания ПЗС матрицы
1-ПЗС матрица; 2-объект измерения; 3-источник излучения.
Для вычисления диаметра измеряемого объекта по полученному изображению необходимо знать количество пикселей, которое приходится на измеряемый диаметр (рис. 6).

Рис. 6. Схема отображения на ПК
d=пикселей на диаметр·Δ, где Δ-цена пикселя в мм;
![]() (1)
(1)
![]() (2)
(2)
b – длина ПЗС матрицы;
h – ширина ПЗС матрицы.
Этапы обработки изображения приведены на рис. 7 и 8.
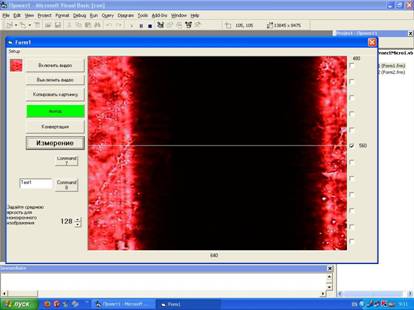
Рис. 7. Изображение, введенное в компьютер
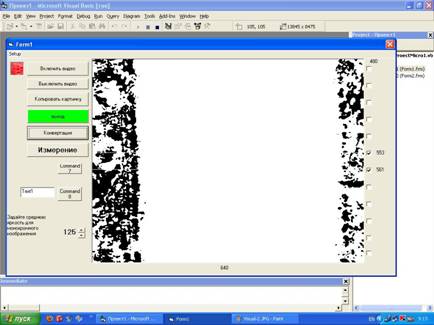
Рис. 8. Конвертированное монохромное изображение
Выводы:
1.Наиболее эффективным для использования в КСО является бесконтактный способ измерения тени изображения, полученной облучением изделия коллинеарным источником света.
2.Разрешение выпускаемых в настоящее время ПЗС матриц позволяет построить эффективный и точный прибор автоматического измерения небольших размеров с точностью до 0,001 мм.
Список литературы:
1.ГОСТ 6507-90. Инструменты стоматологические вращающееся. Хвостовики [Текст] –Москва: ИПК Изд-во стандартов, 1991.
2.Чепчуров, М.С. Бесконтакный способ контроля шероховатости поверхности деталей пресс-форм и его реализация / М.С. Чепчуров, Ю.А. Афанаскова Технология машиностроения.– № 11.– 2009.– С. 15—17.
дипломов
Оставить комментарий